
 E-mail Alert
E-mail Alert RSS
RSS
| Citation: |
Ye Fengfei, Yu Deping, Wan Yongjian, et al. Study on the variable pressure CCOS polishing technology[J]. Opto-Electronic Engineering, 2018, 45(4): 170642. doi: 10.12086/oee.2018.170642

|
Study on the variable pressure CCOS polishing technology
-
Abstract
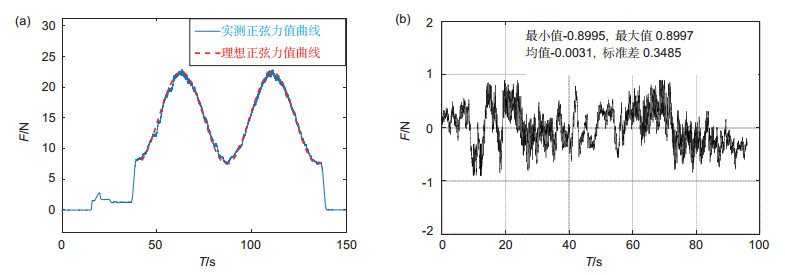
In grinding and polishing of the aspherical and freeform surface, the CCOS technology is widely used. It commonly uses constant pressure during polishing, and thus the desired amount of material to be remove depends on the dwell time. This paper focuses on the variable pressure CCOS polishing technology. It adds one more degree of freedom to the polishing process, in which the desired amount of material to be removed is controlled by both the polishing pressure and the dwell time. Firstly, a mathematical model was established for the variable pressure polishing process. Then, the stability and response speed of the output force of the polishing tool, and the stability of removal function was measured and analyzed. Finally, a material removal experiment that applied sinusoidal force was carried out on a K9 material mirror. Results show that frequency of the measured force is the same as that of the ideal sinusoidal polishing force, with a standard deviation of the force error being about 0.35 N. Its effect on PV and RMS of the finish surface is less than 9%. The spatial period of the measured surface profile is the same as that of surface profile obtained by simulation of the sinusoidal polishing process. The surface profile error is within 17%. In this paper, variable pressure polishing was achieved, and its effectiveness for optical processing was verified.-
Keywords:
- optical processing /
- CCOS /
- variable pressure /
- grinding and polishing
-

-
References
[1] 瑞·威廉森. 光学元件制造技术[M]. 田爱玲, 苏俊宏, 译. 杭州: 浙江大学出版社, 2016. Williamson R. Field guide to optical fabrication[M]. Tian A L, Su J H, trans. Hangzhou: Zhejiang University Press, 2016. [2] Walker D, Yu G Y, Gray C, et al. Process automation in computer controlled polishing[J]. Advanced Materials Research, 2015, 806: 684-689. doi: 10.4028/www.scientific.net/AMR.1136 [3] Rao Z M, Guo B, Zhao Q L. Investigation of contact pressure and influence function model for soft wheel polishing[J]. Applied Optics, 2015, 54(27): 8091-8099. doi: 10.1364/AO.54.008091 [4] El Khalick Mohammad A, Hong J, Wang D W. Design of a force-controlled end-effector with low-inertia effect for robotic polishing using macro-mini robot approach[J]. Robotics and Computer-Integrated Manufacturing, 2018, 49: 54-65. doi: 10.1016/j.rcim.2017.05.011 [5] Tian F J, Li Z G, Lv C, et al. Polishing pressure investigations of robot automatic polishing on curved surfaces[J]. The International Journal of Advanced Manufacturing Technology, 2016, 87(1-4): 639-646. doi: 10.1007/s00170-016-8527-2 [6] 范敏, 刘凤, 王佩, 等.大口径非球面光学研抛压力控制系统[J].光学精密工程, 2015, 23(4): 1019-1026. Fan M, Liu F, Wang P, et al. Polishing pressure control system for large caliber aspherical optics[J]. Optics and Precision Engineering, 2015, 23(4): 1019-1026. [7] 田洪东. 基于研抛力控制的复杂曲面精密研抛技术研究[D]. 长春: 长春工业大学, 2016. Tian H D. Complex surface precision polishing technology research bases on polishing force controled[D]. Changchun: Changchun University of Technology, 2016. http://cdmd.cnki.com.cn/Article/CDMD-10190-1016759727.htm [8] Li L X, Xue D L, Deng W J, et al. Positive dwell time algorithm with minimum equal extra material removal in deterministic optical surfacing technology[J]. Applied Optics, 2017, 56(32): 9098-9104. doi: 10.1364/AO.56.009098 [9] Schinhaerl M, Rascher R, Stamp R, et al. Utilisation of time-variant influence functions in the computer controlled polishing[J]. Precision Engineering, 2008, 32(1): 47-54. doi: 10.1016/j.precisioneng.2007.04.005 [10] 徐勇, 殷跃红.变压强研磨数学力学原理与去除效率分析[J].科学通报, 2016, 61(8): 862-871. Xu Y, Yin Y H. The effect of varied lapping pressure on the material removal rate of optics lapping[J]. Chinese Science Bulletin, 2016, 61(8): 862-871. [11] Liu H T, Wan Y J, Zeng Z G, et al. Freeform surface grinding and polishing by CCOS based on industrial robot[J]. Proceedings of SPIE, 2016, 9683: 96832D. doi: 10.1117/12.2243652 -
Overview

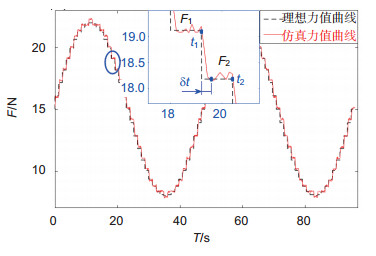
Overview: The aspherical and freeform surface mirror, as one of the key elements in optical system, is needed more and more. Both higher figure accuracy and higher fabricating efficiency are demended with the development of the optical systems. In grinding and polishing of the aspherical and freeform surface, the CCOS technology is widely used. It is a process during which errors can be corrected quantificationally by a small tool that can follow the local curves of the aspherical and freeform surface. The CCOS technology commonly uses constant pressure during polishing, and thus the desired amount of material to be removed depends on the dwell time. This paper focuses on the variable pressure CCOS polishing technology. It adds one more degree of freedom to the polishing process, in which the desired amount of material to be removed is controlled by both the polishing pressure and the dwell time. Firstly, a mathematical model was established for the variable pressure polishing process. Then, the stability and response speed of the output force of the polishing tool, and the stability of removal function was measured and analyzed. Finally, a material removal experiment that applied sinusoidal force was carried out on a K9 material mirror. Results show that: 1) The mathematical model for the variable pressure polishing process is correct; 2) Frequency of the measured force is the same as that of the ideal sinusoidal polishing force, with a standard deviation of the force error being about 0.35 N. Its effect on PV and RMS of the finish surface is less than 9%; 3) The spatial period of the measured surface profile is the same as that of surface profile obtained by simulation of the sinusoidal polishing process. The surface profile error is within 17%. In this paper, variable pressure polishing was achieved, and its effectiveness for optical processing was verified. Compared with the constant pressure CCOS polishing technology, the variable pressure CCOS polishing technology adds one more degree of freedom to the polishing process, so it need to control both the polishing pressure and the dwell time. In theory, it can improve processing efficiency and convergence rate. At the same time, it need have higher requirements for the force active control system, such as the output force range, response speed and precision. These performance parameters can affect the processing results. Therefore,the key to developing the variable pressure CCOS polishing technology is to research the polishing tool, which must have high performance force active control system.
-
Access History

Figures(12)
Tables(2)
Article Metrics

Export File
Citation
Ye Fengfei, Yu Deping, Wan Yongjian, et al. Study on the variable pressure CCOS polishing technology[J]. Opto-Electronic Engineering, 2018, 45(4): 170642. doi: 10.12086/oee.2018.170642
Format
Content
 DownLoad:
DownLoad:


-
Figure 1.
Schematic diagram of grinding and polishing
-
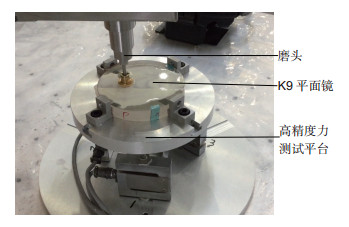
Figure 2.
Experimental setup. (a) Grinding robot and tool; (b) High precision force measurement platform
-
Figure 3.
Sinusoidal force applied in the polishing experiment
-
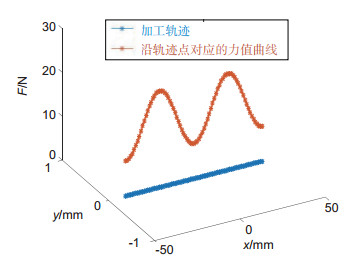
Figure 4.
Machining process of sinusoidal pressure polishing experiment
-
Figure 5.
The measured output force of the polishing tool. (a) Constant force; (b) Changing force (2 N-30 N-2 N)
-
Figure 6.
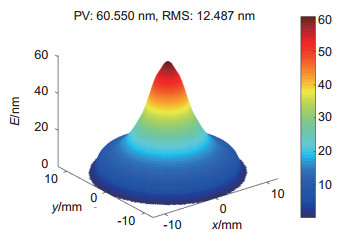
Removal function
-
Figure 7.
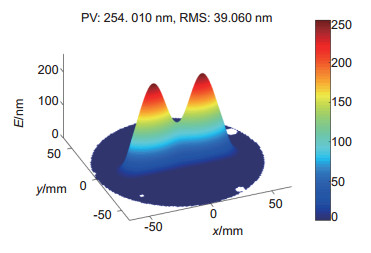
Simulated machined surface of the sinusoidal pressure polishing experiment
-
Figure 8.
Simulated sinusoidal output force of the polishing tool
-
Figure 9.
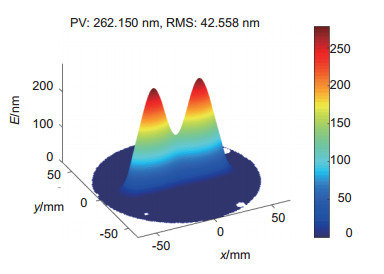
Simulated machined surface when the simu-lated sinusoidal force is applied
-
Figure 10.
Sinusoidal pressure polishing experiment. (a) Measured and desired output force; (b) Force error
-
Figure 11.
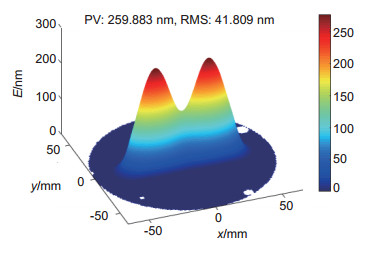
Simulated machined surface when the measured sinusoidal force is applied
-
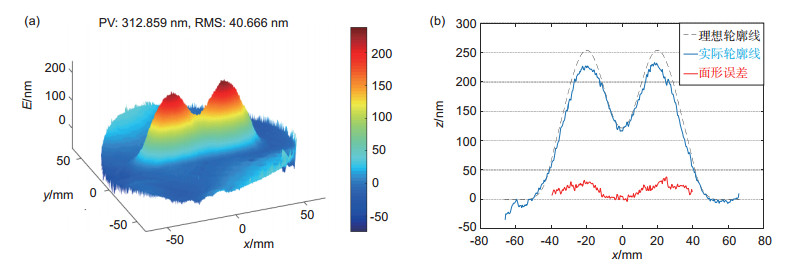
Figure 12.
Sinusoidal pressure polishing experiment. (a) Measured machined surface; (b) Measured and simulated machined surface profile and profile error


